
Facilities and equipment
The Advanced Manufacturing Technology Centre has comprehensive research facilities in advanced machining with an equipment base originally costing approximately £2.5M built through Joint Infrastructure Funding, Advantage West Midlands investment in micro machining and SRIF funding to consolidate the facilities (in 2006). Since 2008 we have secured three significant long term loans or donations of equipment to cement industrial relationships. These are the latest minimum-damage wire EDM machine on long-term loan from Agie-Charmilles for collaborative research (worth £180k) and one vertical and one turning CNC machining centre on loan from Yamazaki Mazak to strengthen joint research in advanced machining (worth £215k). Specific investments secured since 2008 are a reconfigurable multi-axis laser micro machining platform integrating a nanosecond laser and a femtosecond laser (£400k, UoB investment), an InfiniteFocus surface metrology and inspection system (£100k, UoB), and a robotics and advanced manufacturing laboratory (£200k, UoB).
Mazak QTS200M Smart CNC Turning Centre
Mazak QTS200M Smart CNC Turning Centre

This flexible CNC centre is capable of machining bars with a maximum diameter of 360 mm and length of 538 mm. The maximum travelling lengths along the X and Z-axes are 225 and 605 mm respectively. The rotary tool spindle has a maximum rotational speed of 6000 rpm. The machine tool is equipped with mist collector, high pressure coolant system (15 bar), cylindrical interpolation and LAN port.
Mazak VCS 430 Smart Vertical Centre
Mazak VCS 430 Smart Vertical Centre

The vertical machining centre has a maximum spindle speed of 12000 rpm with a maximum rapid traverse feed of 42 m/min and cutting feed rate in the range of 1 to ~8000 mm/min. The maximum strokes along X, Y and Z-axes are 560, 430 and 510 mm respectively. Ancillary systems include an additional work light, mist collector, high pressure coolant system (15 bar), automatic tool length detection together with cylindrical interpolation and LAN port.
Matsuura LX-1 High Speed Machining Centre
Matsuura LX-1 High Speed Machining Centre

This machine tool has a spindle range of 60 to 60,000rpm, a maximum power of 4.5kW and a maximum feed rate of 90,000mm/min along with a maximum acceleration of 1.5G. Traverse is accomplished using linear motor technology. It has a work table area of 700 x 500mm and a 500kg load capacity. Ancillary systems include Renishaw tool setting and on machine verification systems along with CAM programming using Delcam PowerMILL software. High pressure fluid systems up to 300bar are available along with suitable mist extraction. Tools ranging from 0.1mm to 12mm can be used along with small diameter (<25mm) grinding wheels / points. To facilitate tool monitoring, the machine is equipped with close-up video imaging systems and external flat screen TV’s. All tools are mounted in special HSK shrink fit tool holders.
Matsuura FX-5 Vertical Machining Centre
Matsuura FX-5 Vertical Machining Centre

This fully enclosed machine tool has a spindle speed range of 200-20,000rpm, maximum power of 15kW and a maximum feed rate of 10,000mm/min. It has an operating work area of 1000 x 550 x 400mm (X, Y, Z) and is able to accommodate a maximum workpiece mass of 300kg. Retrofit spindles at 40,000, 60,000, 90,000 and 120,000rpm can be mounted via bespoke manifolds to extend machine capability. Ancillary systems include high pressure fluid pumps up to 300bar / 140l/min and through tool spindle fluid up to 70bar via a special adapter. The unit also has a small particle filtration (~0.3µm) and mist extraction system for machining of fibre based composite materials.
Bridgeport FGC1000 3-axis Grinding Centre
Bridgeport FGC1000 3-axis Grinding Centre

This 3-axis flexible grinding centre which is on loan from Winbro Group, has a maximum spindle speed of 6,000rpm together with a maximum power of 28kW. It is able to accommodate both conventional and superabrasive grinding wheels up to 220mm in diameter. Fluid is delivered via laminar flow nozzles using Hydrajet pumping systems capable of producing flow rates up to 140l/min at 84bar pressure for workpiece / contact zone cooling and 70bar at 25l/min for wheel cleaning. Intermittent dressing can be carried out using a hydraulic diamond roller dresser. To facilitate tool monitoring, the machine is equipped with close-up video imaging systems and external flat screen TV’s. All tools are mounted in special HSK shrink fit tool holders.
Agie-Charmilles FI240 Wire EDM Machine
Agie-Charmilles FI240 Wire EDM Machine

This unit is currently on loan from Agie-Charmilles and is equipped with the latest minimum damage (CleanCut) generator. It is capable of achieving material removal rates of up to 500mm2/min when roughing (depending on workpiece material) and producing near damage free surfaces (i.e. no recast layers or heat affected zones etc.) by employing appropriate trim cut strategies. Intelligent automatic wire threading and collision detection is incorporated into the control system with a maximum workpiece allowance of 1000 x 550 x 220mm. The machine can accommodate wire diameters from 0.10 to 0.33mm.
Agie-Charmilles Vertex Twin-Spool Wire EDM
Agie-Charmilles Vertex Twin-Spool Wire EDM

The Vertex is equipped with a twin-spool wire system designed to achieve roughing and fine finishing in a single setup at high precision. It has a positional accuracy of ± 1µm and accommodates wires with diameters of 0.02 to 0.20mm. Maximum workpiece dimensions are 300 x 200 x 80mm with a weight capacity of 35kg. The unit (together with the Compact 1 Micro die sinker) is housed within a temperature controlled / air conditioned environment in order to minimise errors due to surrounding temperature differentials during machining.
Agie-Charmilles Compact 1 Micro Die Sinking Machine
Agie-Charmilles Compact 1 Micro Die Sinking Machine

The Compact 1 Micro is a 4-axis EDM micro die sinking unit capable of generating intricate profiles / cavities using form electrodes, high precision micro hole drilling (down to ~ 20µm) as well as contour EDM slotting / milling. It is equipped with a number of accessories including a high speed rotating spindle (2,500rpm), mini collet chuck holder and associated mini collet chuck set (for clamping of electrodes from 0.2 to 2.0mm) together with a microscope for electrode and ceramic guide alignment. The work table area is 490 x 330mm with a 200kg load capacity. Dry-EDM operation using various gasses (air, oxygen, nitrogen etc.) is also possible.
Lasea Multi-Axis Laser Micro Machining Centre
Lasea Multi-Axis Laser Micro Machining Centre

The Laser Micro Processing (LMP) Group has a state-of-the-art reconfigurable laser micro machining platform that integrates 3 optical axes (X', Y' & Z'), and 5 mechanical axes (X, Y, Z, A & C axes) as depicted in Figure 1:
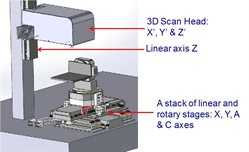
Fig. 1: Reconfigurable laser micro machining platform
In particular, the platform combines innovatively the following component technologies:
- Two laser sources: a Satsuma femtosecond laser (5W) and a MOPA-based Yb fibre laser (50W);
- Focusing 100 & 160 mm F-theta telecentric lenses for machining with different field sizes and beam spot diameters;
- Beam delivery system with X, Y & Z optical axes for focusing volumes of 35 x 35 x 6 mm and 60 x 60 x10 mm for 100 mm and 160 mm F-Theta telecentric lenses, respectively (Table 1);
- X, Y, Z mechanical axes (stages);
- Two rotary axes (stages);
- Integrated high resolution camera and confocal microscope for automated process setting and a beam expander to condition the beam diameter to the requirements of any specific processing task.
Table 1 F-Theta lenses and XYZ optical axes characteristics
| F-Theta Telecentric lens (mm) | Focusing Volume (mm) | Min spot size (µm) |
|---|---|---|
| 100 | 35x35x6 | 60x60x10 |
| 167 | 14 | 23 |
Some of the key laser structuring and texturing strategies that can be realised employing the platform different component technologies:
- Layer based machining using X-Y scanning and restricting the use of Z-module to re-positioning only. Figure 2 shows a schematic diagram of layer based machining together with the corresponding hatching styles for the movement of the laser beam.
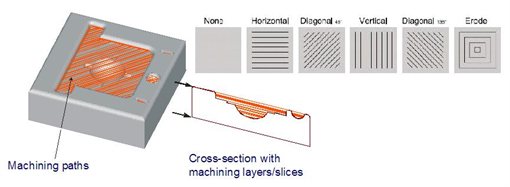
Fig. 2: Schematic for layer based machining together with different hatching styles
- On-the-fly single pulse structuring by employing X-Y beam deflectors and Z-module to scan a 3D field (Fig. 3);
- On-the-fly self-organised micro/nano structures on planner and 3D surfaces (Fig 4);
- Percussion structuring (XY head & Z-module are used to position the laser beam on a 3D surface and then to fire a pre-defined number of pulses)
- Simultaneous micro-structuring and nano-texturing with the fs laser.
- Single greyscale/3D feature definition is multiplied to produce arrays (XY head & Z-module are used to position and then layer-based machining is performed)
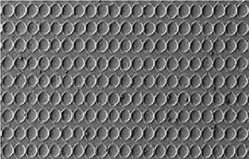
Fig. 3: On-the-fly single pulse structuring (Courtesy of SPI Lasers)
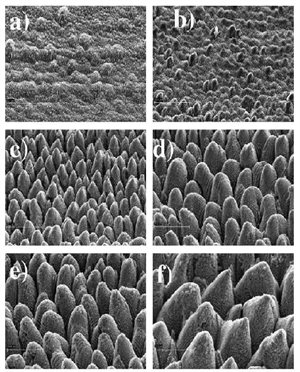
Fig. 4 Self-organised micro/nano structures on titanium [1]
The technical specifications of various component technologies of the laser micromachining system are outlined below.
Specifications of the software tools
- Control software for multi axis machining;
- Graphical multi-axis operator interface to control all laser parameters and positioning axes through a CNC display with G-code programming;
- Capabilities to import DXF, JPEG, BMP, STL and STEP files for further processing;
- Capabilities for direct writing with fixed beam deflectors;
- Capabilities to upload ASCII files for further processing, e.g. ability to import ASCII files with pre-defined data structures exported from CAD/CAM systems;
- Capabilities to structure large 3D surfaces by employing the infinite field of view control software;
- Capabilities for automated calibration of beam lines after exchanging optical components to avoid any distortion of the machined fields;
- Capabilities to record images and videos captured with the integrated positioning cameras and 3D scanning device;
- Capabilities to visualise the machining process.
Specifications of the laser sources
| Specification | Value |
|---|---|
|
Nominal wavelength |
1030 nm |
| Beam quality |
M2 <1.3 |
| Pulse duration |
350 fs |
|
Average power |
5 W |
|
Pulse energy |
< 10 µJ |
| Repetition rate | 0 - 2 MHz |
| Specification | Value |
|---|---|
|
Nominal wavelength |
1064 nm |
| Beam quality |
M2 <1.3 |
| Pulse duration |
4 - 250 ns |
|
Average power |
50 W |
|
Pulse energy |
>0.55 mJ |
| Min pulse energy | 0 - 2 MHz |
| Repetition rate | 35-1000 kHz |
Specifications of the beam delivery system and mechanical axes
| Specification | Value |
|---|---|
| Max scanner speed (XY) | 25rad/s or 2,5 m/s with 100mm objective |
| Positioning resolution [µrad] | 12 |
| Thermal drift [µrad] | < +/-12 |
| Tracking error [µs] | 110 |
| Specification | Value |
|---|---|
| Focal length [mm] | 100 |
| Focusing field [mm] | 35x35 |
| Minimum beam diameter [µm] | 12 |
| Focusing Z module [mm] | 6 |
| Specification | Value |
|---|---|
| Focal length [mm] | 160 |
| Focusing field [mm] | 60x60 |
| Minimum beam diameter [µm] | 20 |
| Focusing Z module [mm] | 10 |
| Specification | Value |
|---|---|
| Travel [mm] | 300 |
| Maximum travel speed [mm/s] | 500 |
| Resolution [µm] | 0.25 |
| Repeatability [µm] | +/- 0.75 |
| Accuracy per axis [µm] | +/- 2 |
| XY Accuracy (complete 2D travel) [µm] | +/- 4 |
| Specification | Value |
|---|---|
| Travel [mm] | 300 |
| Maximum travel speed [mm/s] | 50 |
| Resolution [µm] | 0,5 |
| Repeatability [µm] | +/- 1 |
| XY Accuracy (complete 2D travel) [µm] | +/- 10 |
Consultancy
To find out more about the services we can provide please contact Mr. Pavel Penchev (pxp931@bham.ac.uk) or Debajyoti Bhaduri (d.bhaduri@bham.ac.uk).
Reference
1. Barada K. Nayak, Mool C. Gupta (2010) Self-organized micro/nano structures in metal surfaces by ultrafast laser irradiation, Optics and Lasers in Engineering, Vol. 48, pp 940–949.
Alicona G4 InfiniteFocus (IF) system
Alicona G4 InfiniteFocus (IF) system

The Laser Micro Processing (LMP) Group has a state-of-the-art Alicona G4 InfiniteFocus (IF) system for conducting high resolution 3D surface measurements. The working principle of the IF system is based on a rapid non-contact optical 3D measurement procedure, which combines the functionalities of a surface measurement system and a micro coordinate system in one measurement device. Even when measuring complex forms and large measurement areas, operators can achieve a vertical resolution of up to 10 nm.
The IF system reconstructs a 3D image from a number of 2D images that have been captured between the lowest and highest focal plane as shown in Figure 1, below. In particular, the IF system combines the small depth of focus of an optical system with vertical scanning to provide topographical and colour information.
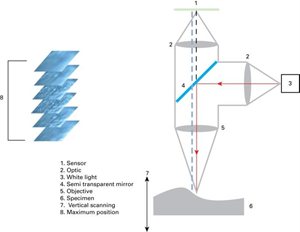
Figure 1: The principles of IF technology [1]
Some of the key benefits of the Alicona IF system are highlighted below:
- capabilities to cover working envelops with scan area and scan height up to 100x100x100 mm and vertical and lateral resolutions down to 10 and 440 nm, respectively;
- the maximum detectable slope is not dependent on the numerical aperture of the objective and therefore measurements of slope angles exceeding 80° can be achieved;
- capabilities to perform form and roughness measurement with only one system as shown in Figure 2:
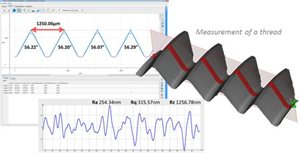
Figure 2: Form and roughness measurement
- measurements of small radii and angles even across large measurement volumes as shown in Figure 3:
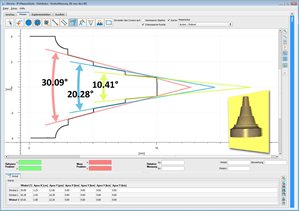
Figure 3: Small radii and angles
- capabilities to inspect surfaces with roughness down to Ra and Sa of 30 and 15 nm, respectively;
- measurement speed, capturing 2 million measuring points in less than 16 sec;
The technical specification of the Alicona IF G4 IF system is outlined in Table 1 below while Tables 2 and 3 provide further information about the system capabilities.
Table 1. IF Objectives
| Objectives | 5X | 10X | 20X | 50X | 100X | |
|---|---|---|---|---|---|---|
| Lateral sampling distance | µm | 1.76 | 0.88 | 0.44 | 0.18 | 0.09 |
| Min. lateral resolution | µm | 23.48 | 11.74 | 8.8 | 6.4 | 4.4 |
| Max. lateral resolution | µm | 3.49 | 1.75 | 0.88 | 0.64 | 0.44 |
| Min. repeatability (vert.) | µm | 0.12 | 0.03 | 0.015 | 0.008 | 0.003 |
| Max. scan height (approx.) | mm | 22 | 16 | 12 | 9 | 3.2 |
| Scan speed | µm/s | 400 | 100 | 50 | 20 | 10 |
| Best vertical resolution | nm | 410 | 100 | 50 | 20 | 10 |
| Vertical dynamic | 52000 | 160000 | 250000 | 430000 | 380000 | |
| Working distance | mm | 23.5 | 17.5 | 13.0 | 10.1 | 3.5 |
| Field of view X | µm | 2858 | 1429 | 715 | 286 | 143 |
| Field of view Y | µm | 2175 | 1088 | 544 | 218 | 109 |
| Max. extended field of view Y | mm2 | 10000 | 10000 | 4500 | 700 | 150 |
| Max. uni-directional scan extension | mm | 100 | 100 | 100 | 100 | 100 |
Table 2. Ranges of resolution and applications
| Objectives | 5X | 10X | 20X | 50X | 100X | |
|---|---|---|---|---|---|---|
| Min. measurable height | nm | 410 | 100 | 50 | 20 | 10 |
| Max. measurable height (approx.) | mm | 22 | 16 | 12 | 9 | 3.2 |
| Step height accuracy (1mm height step) | % | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Max. measurable area | mm2 | 10000 | 10000 | 4500 | 700 | 150 |
| Max. measurable profile length | mm | 100 | 100 | 100 | 100 | 100 |
| Min. repeatability | nm | 120 | 30 | 15 | 8 | 3 |
| Min. measurable roughness (Ra)* | nm | 1200 | 300 | 150 | 60 | 30 |
| Min. measurable roughness (Sa)* | nm | 600 | 150 | 75 | 30 | 15 |
| Min. measurable radius | µm | 10 | 8 | 5 | 2 | 1 |
| Min. measurable vertical angle | ° | 20 | 20 | 20 | 20 | 20 |
Table 3. Accuracy
| Roughness Measurement | U = 25nm at Ra =100nm | U = 40nm at Ra = 500nm | |
|---|---|---|---|
| Height Measurement | MPE z = 300nm at z = 10µm | MPE z = 500nm at z = 1000µm | MPE z = 500nm at z = 1000µm |
Note: MPE: Maximum Permissible Error
Consultancy
To find out more about the services we can provide please contact Mr Adam Sheward (a.n.sheward@bham.ac.uk)
[1] Richard K. Leach (2010) Fundamental Principles of Engineering Nanometrology, Elsevier, Ed. 1, Chapter 6, p. 142.
Haptic-assistive tools for robot design
- Parallel robots
- Serial robots
- Use of comprehensive gait laboratory with extensive Vicon sensory system and
- bio-feedback sensors
- Kinesiology Laboratory
Facilities for micro injection & micro manipulation of cells
- Use of Atomic Force Microscopy (AFM)
- Clinical pathology laboratory for clinical dissection and micro structural analysis of cells
- Use of biomaterials synthesisation laboratory
- Use of MEMS fabrication and Clean room facilities
Advanced robotics lab
- Parallel robots
- Serial robots
- Force sensors
- Position sensors
- Vision system (Kinect)